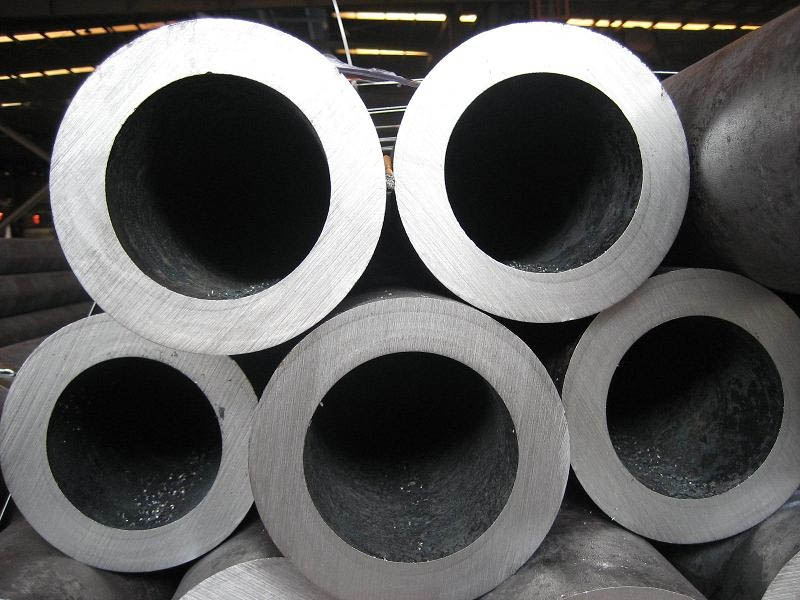
Lager des Herstellers von dickwandigen Stahlrohren

Der größte Unterschied zwischen dickwandigem Stahlrohr und dünnwandigem Stahlrohr liegt in der Dicke der Stahlrohrwand. Im Allgemeinen werden dünnwandige Stahlrohre kaltgezogen, während dickwandige Stahlrohre im Allgemeinen warmgewalzt werden. Wenn nach Maßeinheit unterschieden wird, wird im Allgemeinen davon ausgegangen, dass Wanddicke / Rohrdurchmesser gleich 0,05 die Wasserscheide zwischen dickwandigem Stahlrohr und dünnwandigem Stahlrohr ist. Das dünnwandige Stahlrohr mit Wanddicke / Rohrdurchmesser kleiner als 0,05 und das dickwandige Stahlrohr mit einem Durchmesser von mehr als 0,05. Anwendungstechnisch wird am Rohr meist das dünnwandige Stahlrohr verwendet. Das dickwandige Stahlrohr wird meist im Rohling von Hohlkörpern verwendet. Wird für Drucklager und wichtige Rohrleitungen verwendet.
Häufig verwendete Materialien in China sind: 10#, 20#, 45#, 42CrMo, 36crmo, 40Cr, 20Cr, 15CrMo, 12Cr1MoV, Q235A, Q235B, 0Cr13, 1Cr17, 00cr19ni11, 1Cr18Ni9, 0cr18ni11nb, Q45345A, Q453 L290, X42, X46, X70, X80.
Beim Schweißen von dickwandigen Stahlrohren zuerst Öl, Farbe, Wasser, Rost usw. an der Schweißstelle reinigen und dann entsprechend der Wandstärke Nuten anbringen. Die dicken werden größer und die dünneren kleiner geöffnet (Winkelschleifer) und dann der Spalt zwischen den Produkten, der in der Regel 1-1,5-facher Durchmesser des Schweißdrahtes oder Schweißdrahtes beträgt. Wird die Nut versehentlich größer geöffnet, kann sie kleiner reserviert werden. Das Punktschweißen ist an mindestens drei Punkten durchzuführen. Im Allgemeinen ist es einfacher, an vier Punkten zu arbeiten. Beim Schweißen sollte es halb geschweißt sein. Der Anfangspunkt sollte ca. 1 cm über dem unteren Punkt liegen, damit die Fuge von der gegenüberliegenden Seite erfolgen kann. Wenn die Stahlrohrwand dick ist, sollte sie geschichtet werden, mindestens zwei Schichten. Die zweite Lage kann erst geschweißt werden, nachdem die erste Lage im ganzen Kreis geschweißt wurde.
Rundrohrrohling → Erhitzen → Lochen → Dreiwalzen-Kreuzwalzen, Kontinuierliches Walzen oder Strangpressen → Abisolieren von Rohren → Kalibrieren (oder Reduzieren) → Abkühlen → Richten → Hydrostatischer Test (oder Fehlererkennung) → Markieren
Wenn die Wandstärke des Stahlrohrs nicht mehr als 12,5 mm beträgt, beträgt die Schweißnahtverstärkung nicht mehr als 3,0 mm; Wenn die Wandstärke von Stahlrohren mehr als 12,5 mm beträgt, darf die Schweißnahtverstärkung nicht mehr als 3,5 mm betragen.
Das Stahlrohr mit einem Nennaußendurchmesser von nicht mehr als 168,3 mm muss gerade sein oder dem zwischen Lieferant und Käufer vereinbarten Biegeindex entsprechen.
Bei Stahlrohren mit einem Nennaußendurchmesser von mehr als 168,3 mm darf die Krümmung nicht mehr als 0,2 % der Gesamtlänge des Stahlrohrs betragen.
Für das Stahlrohr mit einer Wandstärke von mehr als 4 mm am Rohrende kann das Rohrende mit einer Nut von 30° + 5° 0°, einer Wurzel von 1,6 mm ± 0,8 mm und einer Rohrendneigung von weniger als . bearbeitet werden oder gleich 5 mm.





